

Литьё пластмасс под давлением – один из наиболее используемых методов изготовления пластиковых изделий из полимерных расплавов при крупносерийном производстве. Почти половина пластмассовых деталей и предметов, окружающих нас каждый день, производится по этой технологии в специальных литьевых машинах – термопластавтоматах. Данный метод позволяет сразу получать изделие нужных размеров и практических любых форм. Рассмотрим подробно особенности технологического процесса, достоинства и недостатки технологии.
Литьё под давлением: материалы, области применения
Технология литья под давлением известна уже более 50 лет и успешно применяется в массовом производстве. Метод позволяет производить самые разнообразные изделия любых размеров с высокой точностью – от микроскопических деталей механизмов до упаковочных боксов объёмом в несколько кубометров.
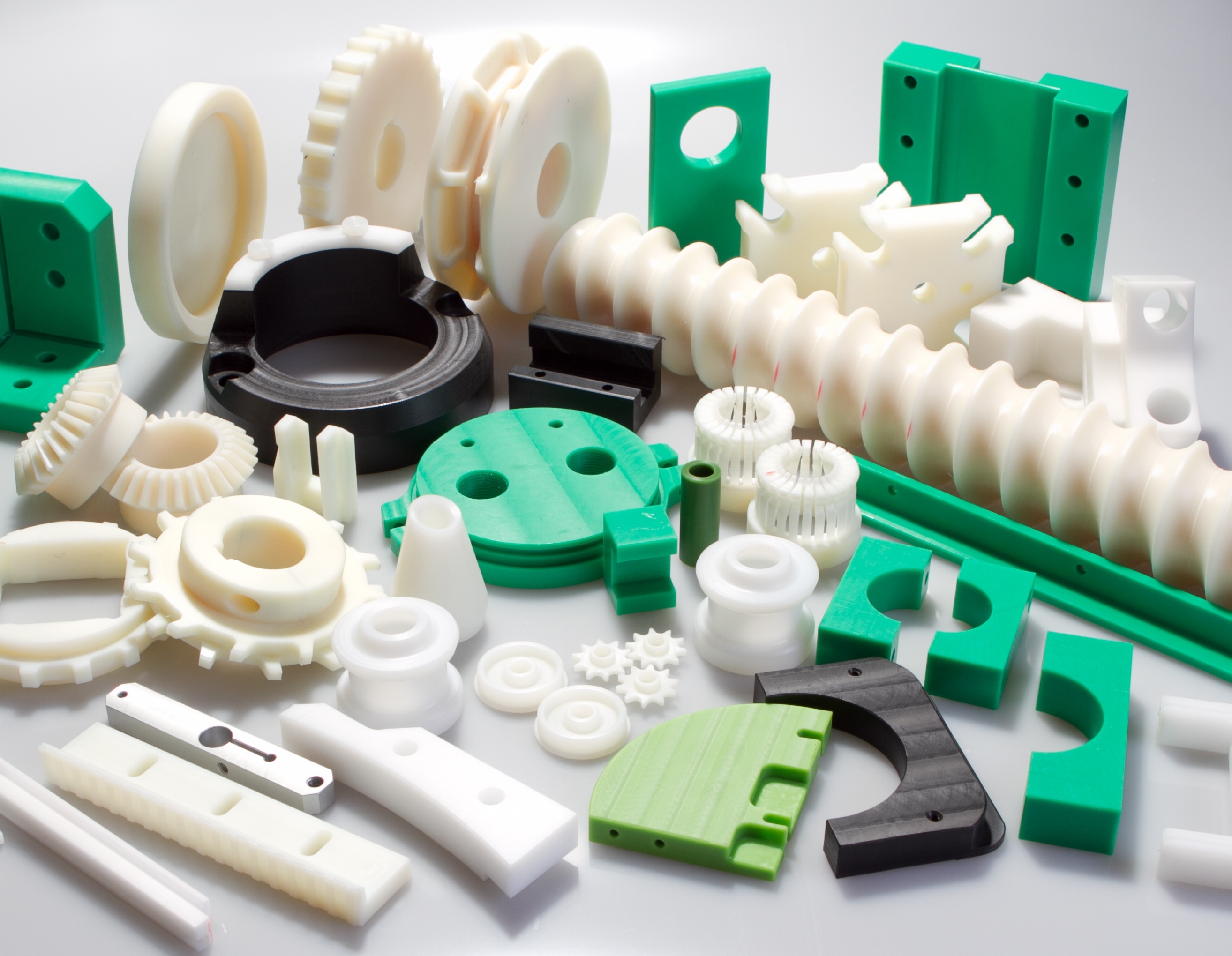
В основном методом литья под давлением изготавливают изделия из термопластов, которые подлежат вторичной переработке. Сюда относятся полипропилен, поликарбонат, полиуретан, полиамид, полистирол и т.д. Также могут использоваться реактопласты – полимеры, которые в процессе плавления и формовки подвергаются необратимым химическим реакциям и превращаются в неплавкий материал, не подходящий для вторичной переработки. Сырьё поступает в производственный процесс в виде гранул или порошков.
Пластмассовые изделия, изготовленные литьевым способов, применяются практически во всех сферах: электроника, автомобилестроение, химическая промышленность и т.д. Таким методом производятся корпуса и детали техники и оборудование, упаковка, пластиковая тара, строительные инструменты, детские игрушки, кухонная утварь и многое другое.


Подготовительные работы
Непосредственному производственному процессу литья предшествует трудоёмкая и долгая подготовка, включающая следующие этапы:
-
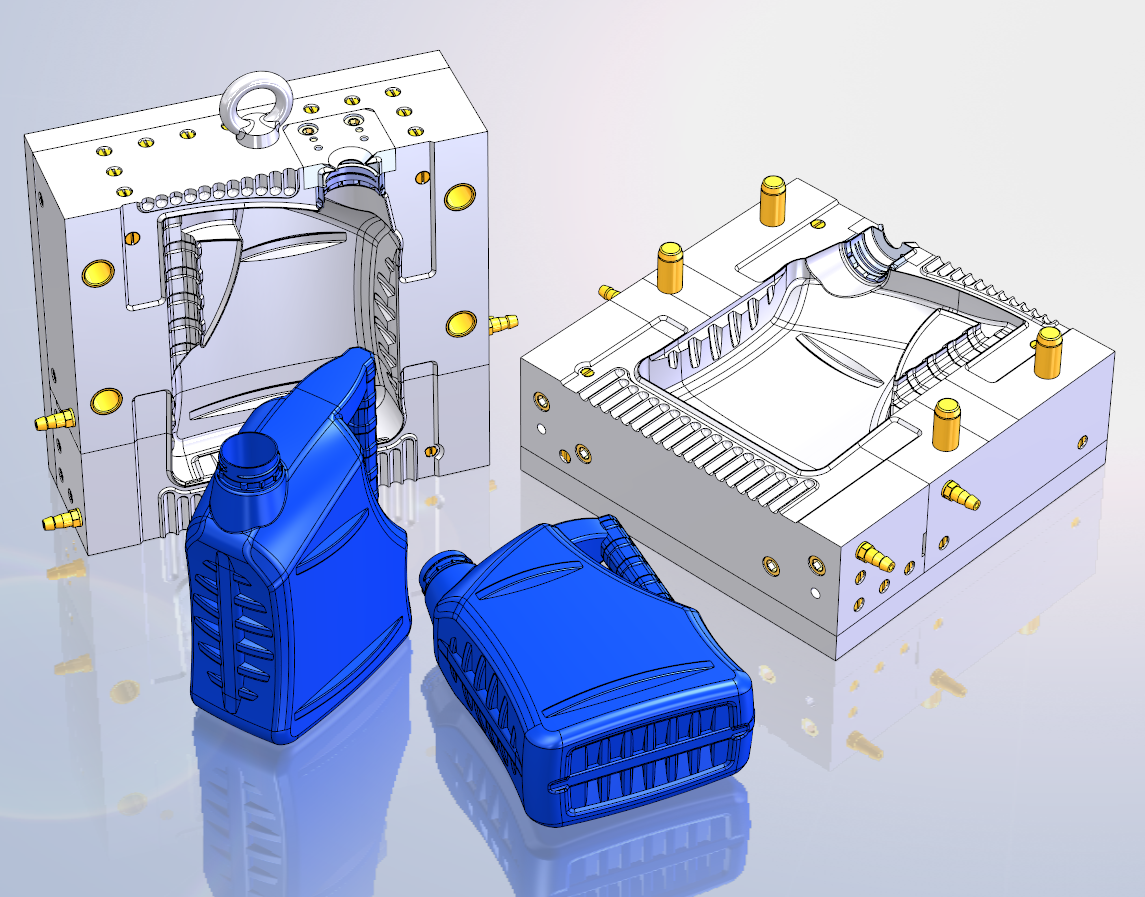
Моделирования будущего изделия по чертежам, описаниям или фотографиям. Осуществляется с помощью компьютерных программ 3D-проектирования. Это ответственная и сложная задача, требующая тщательного подхода. От технологичности и точности прототипа зависит качество будущего изделия.
-
Изготовление образца производимого изделия. Обычно выполняется на 3D-принтере для ускорения процесса. Опытный экземпляр тестируют, подвергают комплексным испытаниям на соответствие заданным характеристикам. При выявлении дефектов и неточностей выполняют доработку 3D-модели.
-
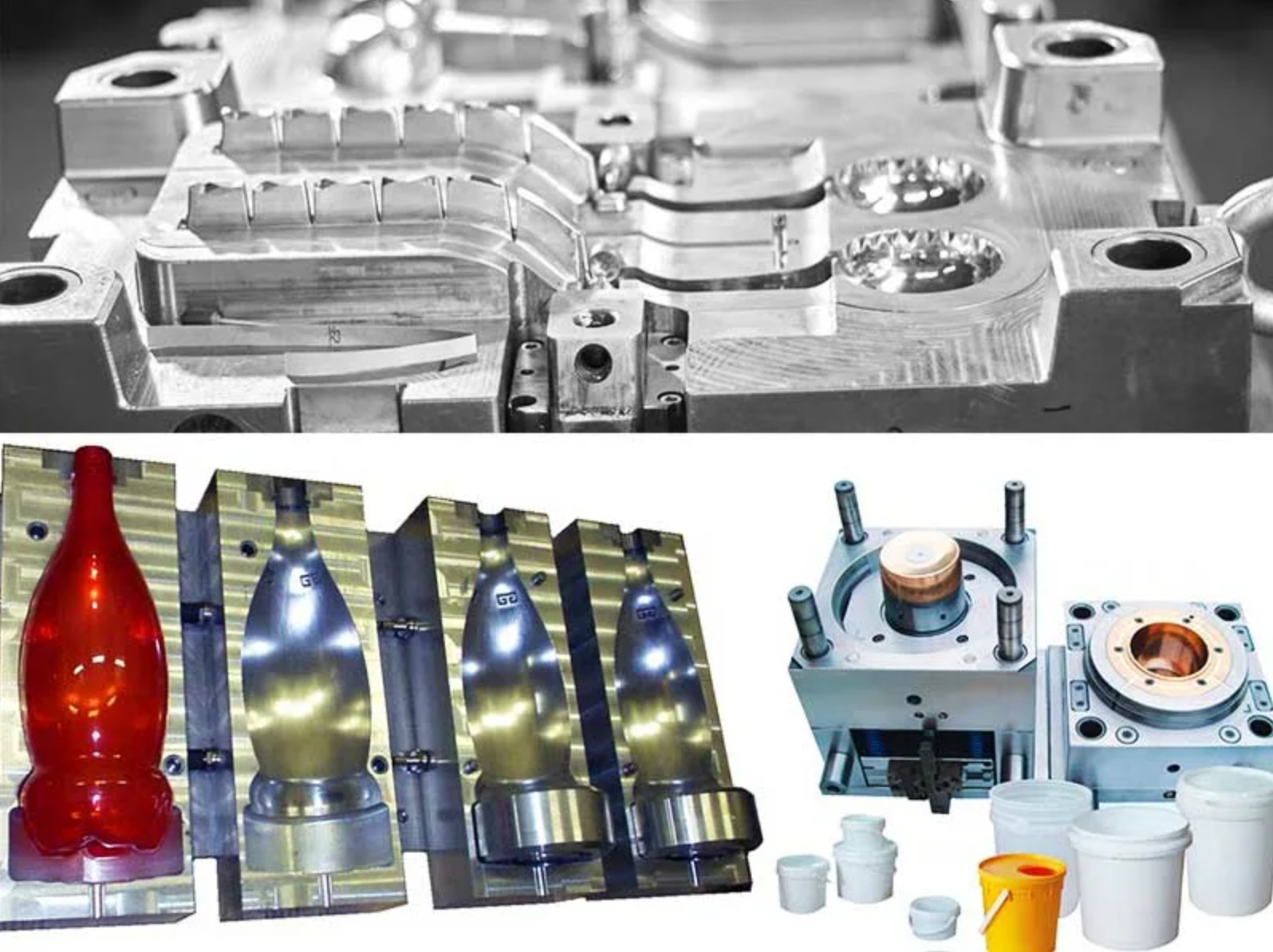
Проектирование и изготовление пресс-формы. Любые неточности, допущенные на этом этапе, могут стать причиной дефектов продукции.
-
Отливка первого экземпляра, который тщательно изучается и тестируется. При необходимости в пресс-форму вносятся корректировки и выполняют повторный отлив тестера. Этап может повторяться несколько раз, пока деталь не будет соответствовать всем необходимым требованиям.
Подготовительные работы могут занимать от нескольких недель до нескольких месяцев, но именно от тщательности выполнения этого этапа и профессионализма специалистов зависит возможность массового выпуска и качество продукции. Когда тестовый образец полностью удовлетворяет заданным параметрам, запускается производственный процесс литья серии.
Принцип работы термопластавтомата
Литье пластмасс под давлением — это метод изготовления изделий путём впрыска жидкого пластика в металлическую форму с последующим его охлаждением. Процесс выглядит следующим образом:
-
Твёрдое пластиковое сырьё в виде гранул (реже порошка) засыпаются в загрузочное устройство термопластавтомата, откуда масса попадает в узел пластификации, где нагревается и расплавляется до требуемой консистенции и накапливается в специальном цилиндрическом отсеке.
-
Пресс-форма смыкается. Мундштук модуля пластификации плотно прижимается к литниковой втулке формы. Узел остаётся плотно сомкнутым весь период формирования изделия.
-
Дозированная часть расплава под давлением впрыскивается через каналы в подготовленную форму. Обратный клапан не допускает выброс смеси назад.
-
Расплав равномерно распределяется по форме, вытесняя воздух через воздушные клапаны.
-
Изделие формуется в течение заданного программой периода, затем остывает до безопасной температуры.
-
Пластификатор отодвигается, форма открывается. Изделие извлекается толкателем, на полуавтоматическом оборудовании детали вынимает оператор.
 Качество литых изделий во многом зависит от того, каким образом происходит пластикация, то есть расплавление полимерного сырья перед впрыском в пресс-форму. Это зависит от конструкции оборудования. Различают поршневую и червячную пластикацию – термопластавтоматы второго типа получили большее распространение как наиболее производительные и обеспечивающие лучшее качество отливок.
Качество литых изделий во многом зависит от того, каким образом происходит пластикация, то есть расплавление полимерного сырья перед впрыском в пресс-форму. Это зависит от конструкции оборудования. Различают поршневую и червячную пластикацию – термопластавтоматы второго типа получили большее распространение как наиболее производительные и обеспечивающие лучшее качество отливок.
В поршневых машинах расплавление осуществляется в результате прогрева от нагревательных элементов цилиндра. В цилиндрах с червяком сырьё расплавляется как за счёт прогрева, так и за счёт выделения тепла при трении гранул о вращающийся шнек. Благодаря этому выравнивается температура смеси, уменьшается время пластикации, сокращается расход энергии, давление литься используется более эффективно. В дополнение к этому в червячных конструкциях материал интенсивно перемешивается, что позволяет добиться отличной гомогенности расплава – это особенно важно при использовании нескольких видов гранул разного цвета.
Процедура литья на термопластавтоматах предполагает цикличность операций. Управление осуществляется встроенным контроллером, который можно запрограммировать на все операции, начиная с заполнения форм и заканчивая съёмом готовой детали. Современное оборудование предоставляет возможность автоматизировать производственный процесс и получать продукцию с отличными техническими характеристиками в сжатые сроки при минимальных вложениях средств.
При этом общий алгоритм работы практически не меняется, модернизации подвергаются отдельные узлы термопластавтоматов. Также инженеры работают над улучшением параметров пресс-форм, от которых зависит точность конфигурации и габаритов готового изделия. Ведутся исследования в сфере подбора безопасных для человека и окружающей среды, но при этом надёжных полимерных материалов.
Преимущества и недостатки технологии
Для производства крупных партий пластиковых изделий литьё под давлением – наиболее удачный и рациональный метод с точки зрения технологичности и экономичности. К основным достоинствам технологии относится:
-
возможность изготовления деталей любой геометрической формы и сложности, в том числе тонкостенных, а также с множеством отверстий и изгибов;
-
высокая точность готового изделия – при подаче под давлением жидкий полимер равномерно распределяется по форме, заполняя самые мелкие отверстия;
-
в большинстве случаев не требуется финишная механическая доработка деталей – изделия полностью готовы к использованию;
-
долгий срок службы пресс-форма (несколько десятков лет), что позволяет наладить массовый выпуск на неограниченное время;
-
небольшой процент брака;
-
доступное и недорогое сырьё;
-
низкая себестоимость продукции при условии изготовления крупной партии; чем крупнее партия, тем меньше будет цена одного экземпляра, так как основные затраты приходятся на этап подготовительных работ, который выполняются один раз.
 Основной минус технологии – существенные затраты на подготовительном этапе и высокая стоимость пресс-форм, которая исчисляется десятками тысяч долларов. Поэтому применение литья под давлением для производства единичных экземпляров или мелкосерийных партий нецелесообразно.
Основной минус технологии – существенные затраты на подготовительном этапе и высокая стоимость пресс-форм, которая исчисляется десятками тысяч долларов. Поэтому применение литья под давлением для производства единичных экземпляров или мелкосерийных партий нецелесообразно.
Детали из пластмассы широко используются во всех отраслях промышленности и сферах деятельности человека. Самым популярным способом изготовления различных пластиковых изделий является технология литья пластмасс под давлением. Процесс требует использования сложного оборудования и серьёзной технической подготовки. Однако при соблюдении всех правил и профессиональном подходе затраты полностью оправдывает себя.
Мы можем предложить Вам упаковку, изготовленную по этой технологии: пластиковые ведра, канистры и бочки в любых объемах.